The cleanliness of parts and assemblies is critical to many modern high technology industries, and impacts not only on yield, but also the viability of the products. As surfaces define many of the properties of materials, even trace surface contaminants may dramatically alter the properties and performance characteristics of a material. Low level contamination can therefore be extremely detrimental to the processing or application of the components downstream.
It is vital for these industries to quickly recognize that a component has become contaminated, identify the contaminant, and trace the contamination to the specific part of the process affected. Failure to quickly identify and respond to contamination may lead to product hold, major recall, or loss of revenue and reputation.
Typically the primary source of contamination is from the industrial manufacturing process. Contaminants may originate from moulding, machining, stamping, polishing, etc. which require the use of coolants, lubricants, dispersants, chemical etching, and cleaning agents; or as by-products from chemical reactions used to modify the properties of the material. Once manufactured, the parts undergo rigorous cleaning before entering assembly. Secondary contamination may be from the environment, packaging, or through handling. A final stage of cleaning is therefore required to remove loose particles, organic and ionic contaminants which might be introduced during storage, handling or shipping.
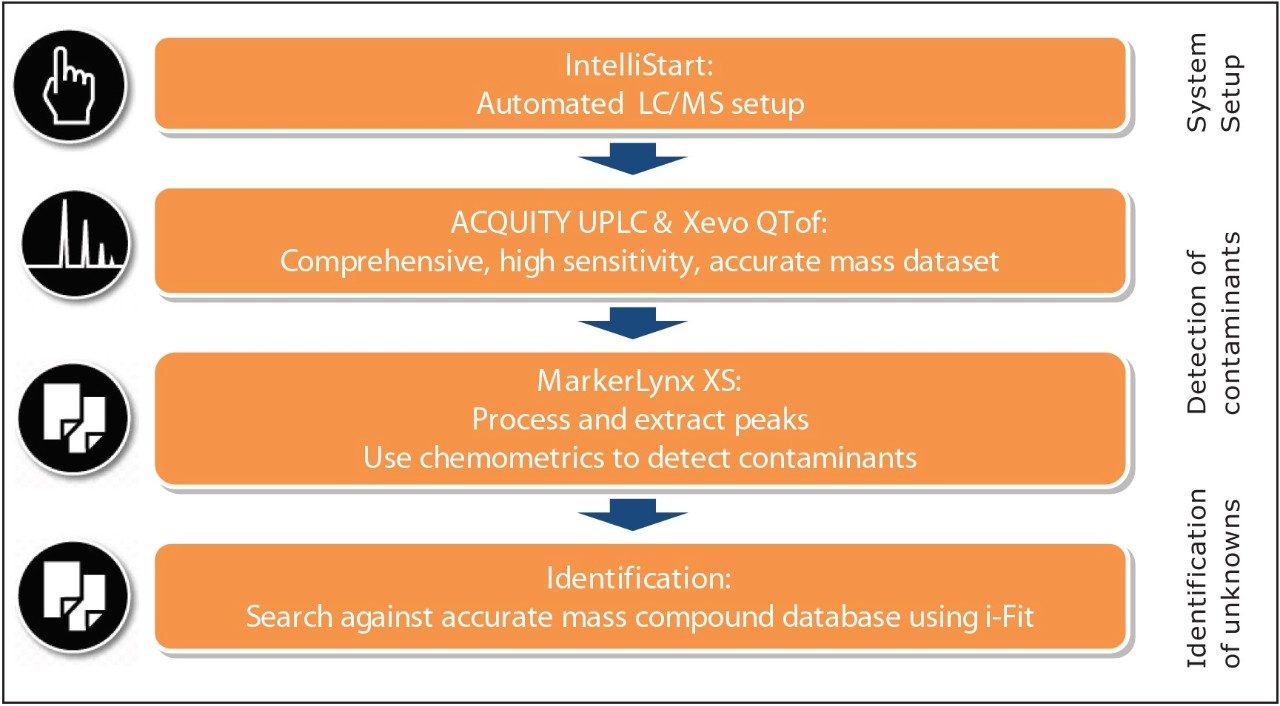
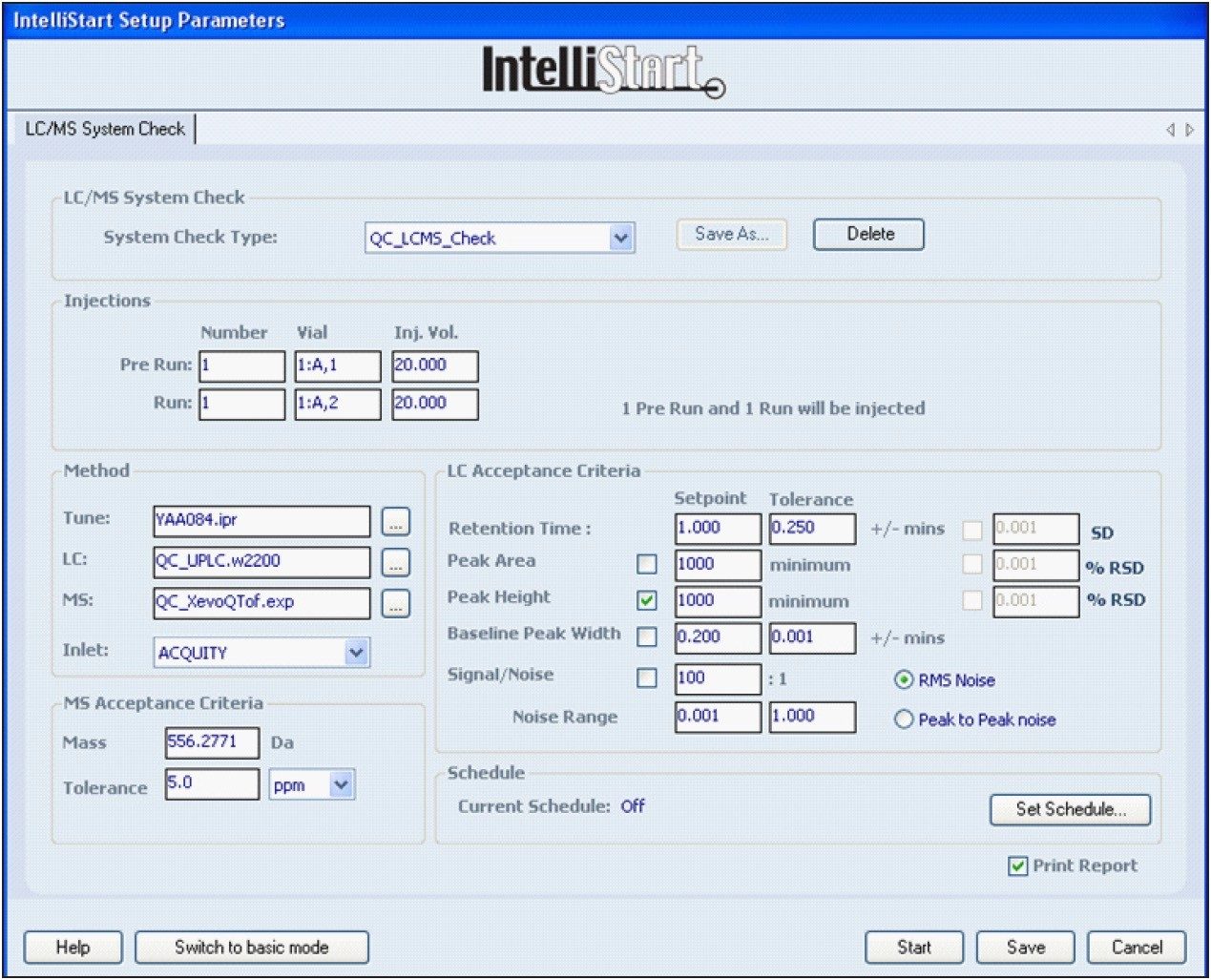
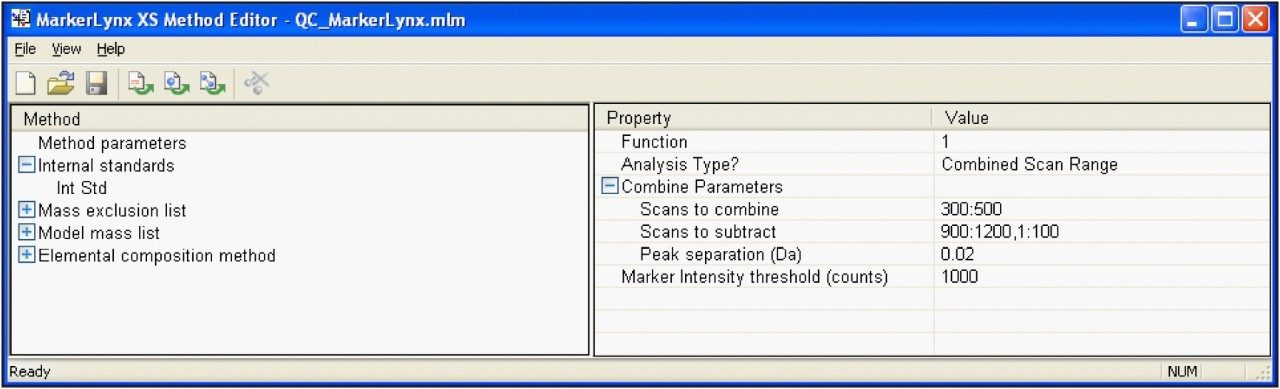
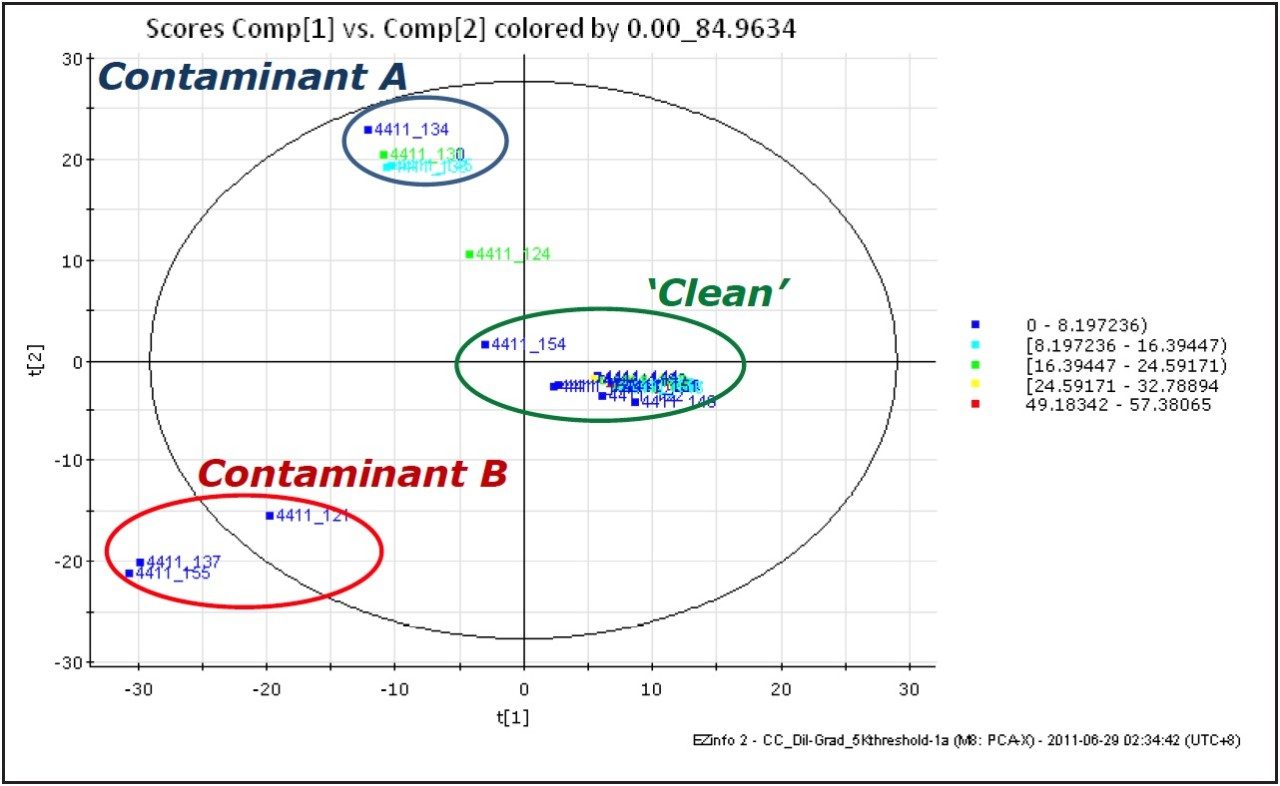
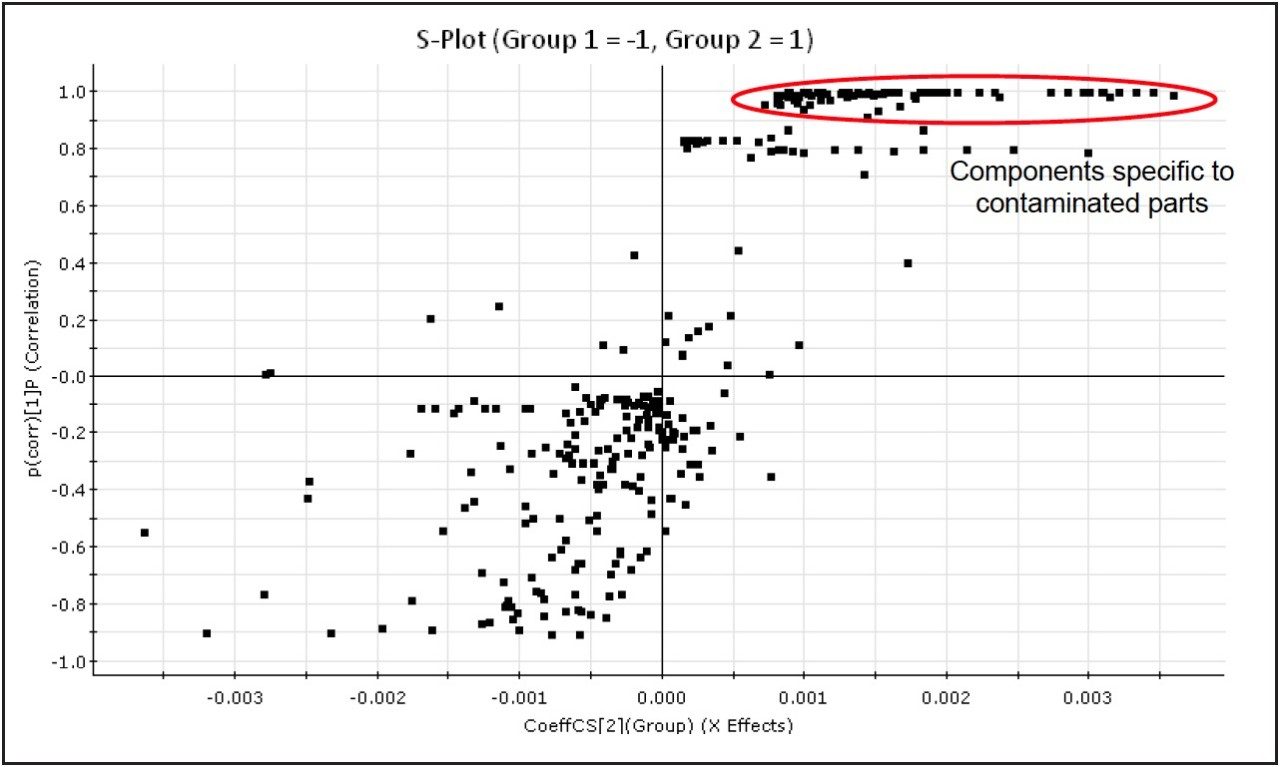
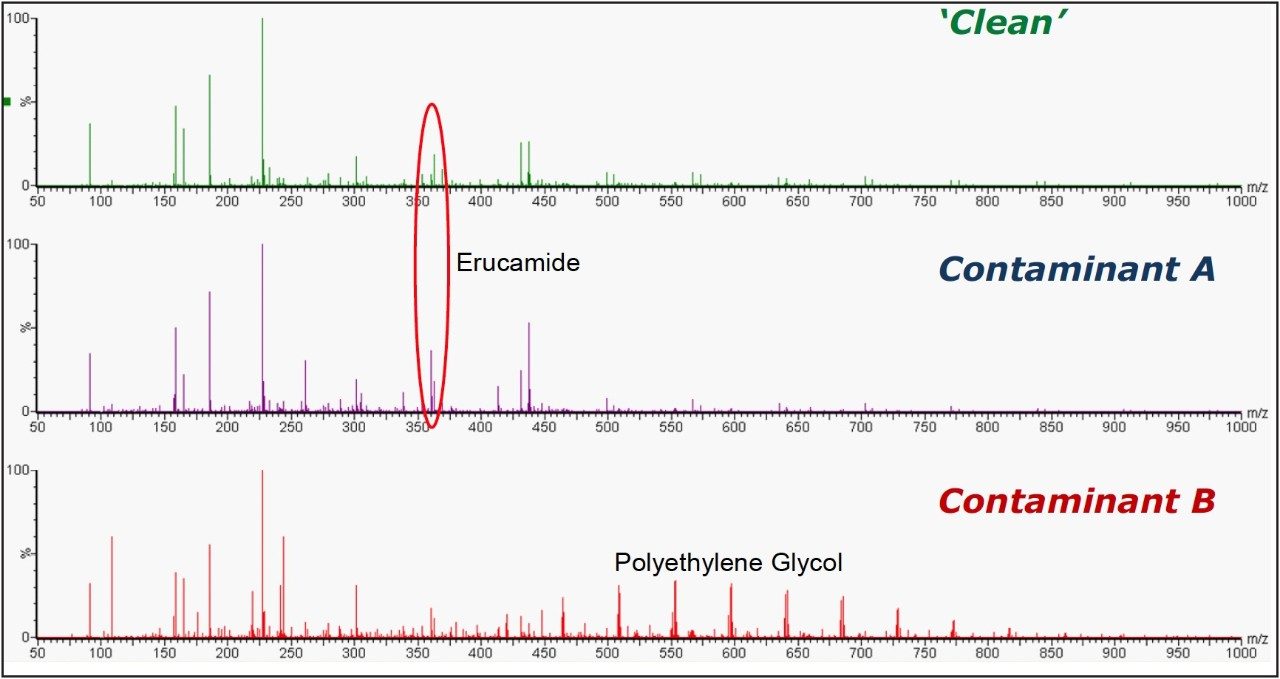
To optimize the cleaning process and troubleshoot problems in the manufacturing process, a rapid and easy sampling method and measurement is required. Here, the Waters ACQUITY UPLC system has been modified to provide direct injection without any separation, which greatly enhances the sensitivity of the method for the detection of low-level contaminants. For these analyses, adopting a chemometric approach can quickly provide information about the similarities and differences within large mass spectral datasets, and may be used to highlight sudden changes, such as the appearance of a new contaminant. Automation of this process greatly reduces the analysis time required and the probability of error in this assessment, while increasing sensitivity. A database of possible contaminants can also be built, so that identified contaminants can be traced to a particular source or process.
Such a workflow may be applicable to many fields where surface contamination and impurities may be an issue, for example in the electronics and packaging industries.